Un canevas lamé ressemble à une grille ou à un treillis. Il est fabriqué à partir de fils continus.
Afin de maintenir les fils dans la position à angle droit souhaitée, il est nécessaire de les joindre
fils ensemble. Contrairement aux produits tissés, la fixation des fils de chaîne et de trame
Les grilles posées doivent être réalisées par liaison chimique. Les fils de trame sont simplement posés sur un fond
Ceci est réalisé grâce à un processus de fabrication.
Le canevas poséest produit en trois étapes de base :
ÉTAPE 1 : Les feuilles de fil de chaîne sont alimentées à partir de poutres de section ou directement à partir d'un cantre.
ÉTAPE 2 : Un dispositif rotatif spécial, ou turbine, dépose des fils croisés à grande vitesse sur
ou entre les nappes de chaîne. La grille est immédiatement imprégnée d'un système adhésif pour assurer la fixation des fils dans le sens machine et dans le sens travers.
ÉTAPE 3 : Le canevas est finalement séché, traité thermiquement et enroulé sur un tube




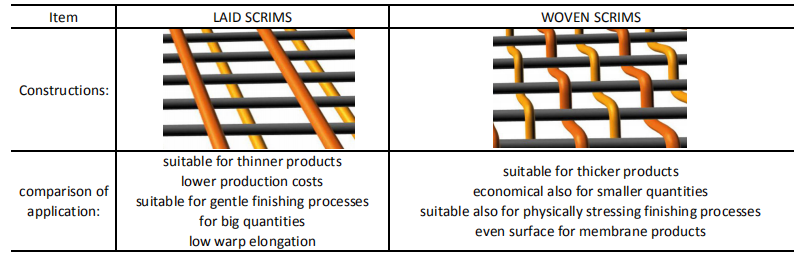
Les différences entre les grilles posées et les grilles tissées :
Les spécifications de nos Laid Scrims :
| Largeur: | 500 à 2500 mm | Longueur du rouleau : | Jusqu'à 50 000 m | Type de fils : | Verre, polyester, carbone | ||||||||
| Construction: | Carré, tridirectionnel | Motifs: | De 0,8 fils/cm à 3 fils/cm | Collage : | PVOH, PVC, acrylique, personnalisé | ||||||||
Les avantages deGrilles posées:
En généralgrilles poséessont environ 20 à 40 % plus fins que les produits tissés fabriqués à partir du même fil et avec une construction identique.
De nombreuses normes européennes exigent pour les membranes de toiture une couverture matérielle minimale des deux côtés de la toile.Grilles poséesPermet de produire des produits plus fins sans pour autant réduire les valeurs techniques. Il est possible d'économiser plus de 20 % de matières premières comme le PVC ou le PO.
Seuls les canevas permettent la production d'une membrane de toiture symétrique à trois couches très fine (1,2 mm), souvent utilisée en Europe centrale. Les tissus ne peuvent pas être utilisés pour les membranes de toiture d'une épaisseur inférieure à 1,5 mm.
La structure d'ungrille poséeest moins visible dans le produit final que la structure des matériaux tissés. Cela donne une surface plus lisse et plus uniforme.
La surface plus lisse des produits finis contenant des grilles posées permet de souder ou de coller les couches des produits finis plus facilement et durablement les unes avec les autres.
Les surfaces plus lisses résisteront aux salissures plus longtemps et de manière plus persistante.
L'utilisation degrille en fibre de verreLes non-tissés renforcés permettent des vitesses de production plus élevées pour les plaques de toiture bitumineuses. Cela permet d'éviter les déchirures, coûteuses en temps et en main-d'œuvre, dans l'usine de plaques de toiture bitumineuses.
Les valeurs mécaniques des feuilles de toiture en bitume sont considérablement améliorées par les grilles.
Les matériaux qui ont tendance à se déchirer facilement, tels que le papier, le papier aluminium ou les films de différents plastiques, seront empêchés de se déchirer efficacement en les laminant avecgrilles posées.
Bien que les produits tissés puissent être fournis directement sur le métier à tisser, ungrille poséesera toujours imprégné. De ce fait, nous possédons une connaissance approfondie du liant le mieux adapté à chaque application. Le choix de l'adhésif approprié peut améliorer l'adhérence du produit.grille poséeavec le produit final considérablement.
Le fait que la partie supérieure et la partie inférieure se déformentgrilles poséesLe fait que les fils de trame soient toujours du même côté garantit que les fils de chaîne seront toujours sous tension. Par conséquent, les forces de traction dans le sens de la chaîne seront absorbées immédiatement. Grâce à cet effet,grilles poséesprésentent souvent un allongement fortement réduit. Lors du laminage d'une grille entre deux couches de film ou d'autres matériaux, la quantité d'adhésif nécessaire est moindre et la cohésion du laminé est améliorée. La production de grilles nécessite toujours un séchage thermique. Cela entraîne un pré-rétrécissement des fils de polyester et autres thermoplastiques, ce qui améliore considérablement les traitements ultérieurs effectués par le client.
Constructions typiques deGrilles posées:
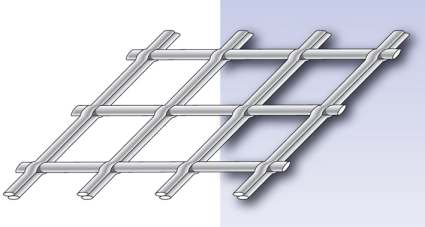
Chaîne simple
Il s'agit de la construction de canevas la plus courante. Le premier fil de chaîne* sous un fil de trame** est suivi d'un fil de chaîne au-dessus du fil de trame. Ce motif se répète sur toute la largeur. L'espacement entre les fils est généralement régulier sur toute la largeur. Aux intersections, deux fils se rencontrent systématiquement.
* chaîne = tous les fils dans le sens machine
** trame = tous les fils dans le sens transversal
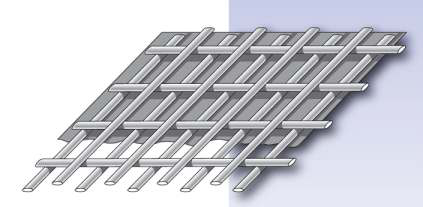
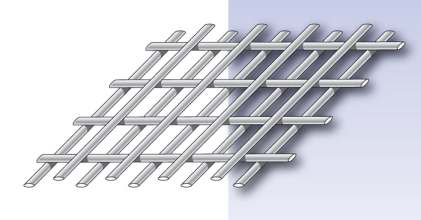
Double chaîne
Les fils de chaîne supérieur et inférieur sont toujours superposés, de sorte que les fils de trame sont toujours fixés entre un fil de chaîne supérieur et un fil de chaîne inférieur. Aux intersections, trois fils se rencontrent toujours.
Stratifiés non tissés Scrim
Un canevas (à simple ou double chaîne) est laminé sur un non-tissé (en fibres de verre, de polyester ou autres). Il est possible de produire des stratifiés avec des non-tissés dont le grammage varie de 0,44 à 5,92 oz/vg².