ຮອຍຂີດຂ່ວນທີ່ວາງໄວ້ເບິ່ງຄືວ່າເປັນຕາຂ່າຍໄຟຟ້າຫຼືເສັ້ນດ່າງ. ມັນແມ່ນຜະລິດຈາກຜະລິດຕະພັນ filament ຢ່າງຕໍ່ເນື່ອງ (ເສັ້ນດ້າຍ).
ເພື່ອຮັກສາເສັ້ນດ້າຍຢູ່ໃນຕໍາແຫນ່ງມຸມຂວາທີ່ຕ້ອງການ, ມັນຈໍາເປັນຕ້ອງໄດ້ເຂົ້າຮ່ວມເຫຼົ່ານີ້
ເສັ້ນດ້າຍຮ່ວມກັນ. ໃນທາງກົງກັນຂ້າມກັບຜະລິດຕະພັນທໍການ fixation ຂອງ warp ແລະ weft yarns ໃນ
scrims ວາງໄວ້ຕ້ອງເຮັດໂດຍການຜູກມັດທາງເຄມີ. ເສັ້ນດ້າຍ weft ແມ່ນວາງໄວ້ພຽງແຕ່ຢູ່ດ້ານລຸ່ມ
ນີ້ແມ່ນບັນລຸໄດ້ໂດຍຜ່ານຂະບວນການຜະລິດ.
scrim ວາງໄວ້ຜະລິດຢູ່ໃນສາມຂັ້ນຕອນພື້ນຖານ:
ຂັ້ນຕອນທີ 1: ແຜ່ນເສັ້ນດ້າຍ warp ແມ່ນປ້ອນຈາກ beams ພາກສ່ວນຫຼືໂດຍກົງຈາກ creel ເປັນ.
ຂັ້ນຕອນທີ 2: ອຸປະກອນຫມຸນພິເສດ, ຫຼື turbine, ວາງເສັ້ນດ້າຍຂ້າມດ້ວຍຄວາມໄວສູງສຸດ
ຫຼືລະຫວ່າງແຜ່ນ warp. scrim ແມ່ນ impregnated ທັນທີທີ່ມີລະບົບກາວເພື່ອຮັບປະກັນ fixation ຂອງເຄື່ອງຈັກ - ແລະເສັ້ນດ້າຍທິດທາງຂ້າມ.
ຂັ້ນຕອນທີ 3: scrim ສຸດທ້າຍໄດ້ຖືກຕາກໃຫ້ແຫ້ງ, ການປິ່ນປົວດ້ວຍຄວາມຮ້ອນແລະບາດແຜຢູ່ໃນທໍ່




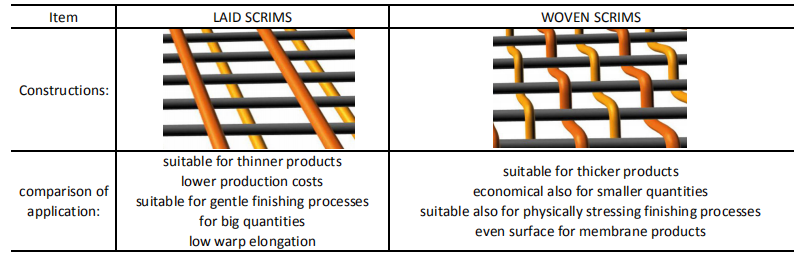
ຄວາມແຕກຕ່າງຂອງ Laid Scrims ແລະ Woven Scrims:
ຂໍ້ມູນສະເພາະຂອງ Laid Scrims ຂອງພວກເຮົາ:
| ກວ້າງ: | 500 ຫາ 2500 ມມ | ຄວາມຍາວມ້ວນ: | ສູງເຖິງ 50 000 ມ | ປະເພດເສັ້ນດ້າຍ: | ແກ້ວ, polyester, ຄາບອນ | ||||||||
| ການກໍ່ສ້າງ: | ສີ່ຫຼ່ຽມມົນ, ສາມທິດ | ຮູບແບບ: | ຈາກ 0.8 ເສັ້ນດ້າຍ / ຊຕມຫາ 3 ເສັ້ນດ້າຍ / ຊຕມ | ພັນທະບັດ: | PVOH, PVC, Acrylic, ປັບແຕ່ງ | ||||||||
ຂໍ້ດີຂອງLaid Scrims:
ໂດຍທົ່ວໄປວາງ scrimsມີປະມານ 20 - 40% ບາງກ່ວາຜະລິດຕະພັນທໍທີ່ເຮັດຈາກເສັ້ນດ້າຍດຽວກັນແລະການກໍ່ສ້າງທີ່ຄ້າຍຄືກັນ.
ມາດຕະຖານເອີຣົບຈໍານວນຫຼາຍຮຽກຮ້ອງໃຫ້ມີການປົກຫຸ້ມຂອງວັດສະດຸຕໍາ່ສຸດທີ່ຂອງແຜ່ນມຸງທັງສອງດ້ານຂອງ scrim.ວາງ scrimsຊ່ວຍໃຫ້ການຜະລິດຜະລິດຕະພັນບາງລົງໂດຍບໍ່ຈໍາເປັນຕ້ອງຍອມຮັບມູນຄ່າດ້ານວິຊາການທີ່ຫຼຸດລົງ. ມັນເປັນໄປໄດ້ທີ່ຈະປະຫຍັດຫຼາຍກ່ວາ 20% ຂອງວັດຖຸດິບເຊັ່ນ PVC ຫຼື PO.
ພຽງແຕ່ scrims ອະນຸຍາດໃຫ້ຜະລິດຂອງເຍື່ອມຸງສາມຊັ້ນ symmetrical ບາງໆ (1.2 ມມ) ທີ່ມັກໃຊ້ໃນເອີຣົບກາງ. ຜ້າບໍ່ສາມາດໃຊ້ໄດ້ສໍາລັບເຍື່ອມຸງທີ່ບາງກວ່າ 1.5 ມມ.
ໂຄງສ້າງຂອງ ກວາງ scrimແມ່ນເຫັນໄດ້ຫນ້ອຍໃນຜະລິດຕະພັນສຸດທ້າຍກ່ວາໂຄງສ້າງຂອງວັດສະດຸທໍ. ນີ້ສົ່ງຜົນໃຫ້ພື້ນຜິວທີ່ລຽບກວ່າແລະຫຼາຍຂື້ນຂອງຜະລິດຕະພັນສຸດທ້າຍ.
ພື້ນຜິວທີ່ລຽບກວ່າຂອງຜະລິດຕະພັນສຸດທ້າຍທີ່ມີ scrims ວາງໄວ້ຊ່ວຍໃຫ້ການເຊື່ອມໂລຫະຫຼືກາວຊັ້ນຂອງຜະລິດຕະພັນສຸດທ້າຍໄດ້ງ່າຍແລະທົນທານຕໍ່ກັນແລະກັນ.
ພື້ນຜິວທີ່ລຽບກວ່າຈະຕ້ານທານກັບດິນທີ່ຍາວກວ່າແລະຄົງທົນຫຼາຍ.
ການນໍາໃຊ້ຂອງglassfibre scrimnonwovens reinforced per-mits ຄວາມໄວສູງເຄື່ອງຈັກສໍາລັບການຜະລິດແຜ່ນມຸງ bitu-men. ນ້ໍາຕາທີ່ໃຊ້ເວລາແລະແຮງງານຫຼາຍໃນໂຮງງານແຜ່ນມຸງ bitumen ດັ່ງນັ້ນສາມາດປ້ອງກັນໄດ້.
ຄຸນຄ່າທາງກົນຈັກຂອງແຜ່ນມຸງ bitumen ແມ່ນໄດ້ຮັບການປັບປຸງໂດຍ scrims.
ວັດສະດຸທີ່ມີແນວໂນ້ມທີ່ຈະຈີກຂາດໄດ້ງ່າຍ, ເຊັ່ນ: ເຈ້ຍ, ຟອຍ ຫຼືຮູບເງົາຈາກພລາສຕິກທີ່ແຕກຕ່າງກັນ, ຈະຖືກປ້ອງກັນຈາກການຈີກຂາດຢ່າງມີປະສິດທິພາບໂດຍການເຄືອບສິ່ງເຫຼົ່ານີ້.ວາງ scrims.
ໃນຂະນະທີ່ຜະລິດຕະພັນທໍອາດຈະໄດ້ຮັບການສະຫນອງ loomstate, aວາງ scrimຈະໄດ້ຮັບການ impregnated ສະເຫມີ. ເນື່ອງຈາກຄວາມຈິງນີ້, ພວກເຮົາມີຄວາມຮູ້ຢ່າງກວ້າງຂວາງກ່ຽວກັບການທີ່ binder ອາດຈະເຫມາະສົມທີ່ສຸດກັບຄໍາຮ້ອງສະຫມັກທີ່ແຕກຕ່າງກັນ. ທາງເລືອກຂອງກາວທີ່ຖືກຕ້ອງອາດຈະເສີມຂະຫຍາຍການຜູກມັດຂອງວາງ scrimກັບຜະລິດຕະພັນສຸດທ້າຍຢ່າງຫຼວງຫຼາຍ.
ຄວາມຈິງທີ່ວ່າເທິງແລະຕ່ໍາ warp ໃນວາງ scrimsສະເຫມີຈະຢູ່ຂ້າງດຽວກັນຂອງເສັ້ນດ້າຍ weft ຮັບປະກັນວ່າເສັ້ນດ້າຍ warp ສະເຫມີຈະຢູ່ພາຍໃຕ້ຄວາມກົດດັນ. ເພາະສະນັ້ນ, ພະລັງງານ tensile ໃນທິດທາງ warp ຈະຖືກດູດຊຶມທັນທີ. ເນື່ອງຈາກຜົນກະທົບນີ້,ວາງ scrimsມັກຈະສະແດງໃຫ້ເຫັນການຍືດຕົວທີ່ຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ. ເມື່ອ laminated scrim ລະຫວ່າງສອງຊັ້ນຂອງຮູບເງົາຫຼືວັດສະດຸອື່ນໆ, ຈະຕ້ອງການການຍຶດຫນຽວຫນ້ອຍລົງແລະຄວາມສອດຄ່ອງຂອງ laminate ຈະໄດ້ຮັບການປັບປຸງ. ການຜະລິດຂອງ scrims ສະເຫມີຮຽກຮ້ອງໃຫ້ມີຂະບວນການອົບແຫ້ງດ້ວຍຄວາມຮ້ອນ. ນີ້ນໍາໄປສູ່ການຫົດຕົວຂອງເສັ້ນດ້າຍ polyester ແລະເສັ້ນດ້າຍ thermoplastic ອື່ນໆທີ່ຈະປັບປຸງການປິ່ນປົວຕໍ່ໄປຢ່າງຫຼວງຫຼາຍທີ່ເຮັດໂດຍລູກຄ້າ.
ການກໍ່ສ້າງປົກກະຕິຂອງLaid Scrims:
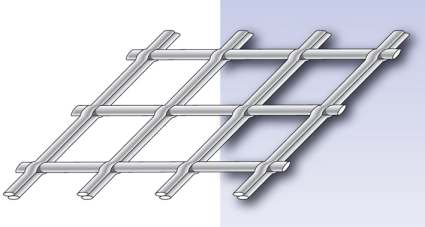
warp ດຽວ
ນີ້ແມ່ນການກໍ່ສ້າງ scrim ທົ່ວໄປທີ່ສຸດ. ກະທູ້ warp* ທໍາອິດພາຍໃຕ້ເສັ້ນ weft ** ແມ່ນປະຕິບັດຕາມດ້ວຍ thread warp ຂ້າງເທິງ thread weft. ຮູບແບບນີ້ແມ່ນຊ້ໍາກັນໃນທົ່ວຄວາມກວ້າງທັງຫມົດ. ໂດຍປົກກະຕິໄລຍະຫ່າງລະຫວ່າງກະທູ້ແມ່ນເປັນປົກກະຕິໃນທົ່ວຄວາມກວ້າງທັງຫມົດ. ຢູ່ທາງຕັດສອງກະທູ້ຈະພົບກັນສະເໝີ.
* warp = ກະທູ້ທັງຫມົດໃນທິດທາງເຄື່ອງຈັກ
** weft = ກະທູ້ທັງຫມົດໃນທິດທາງຂ້າມ
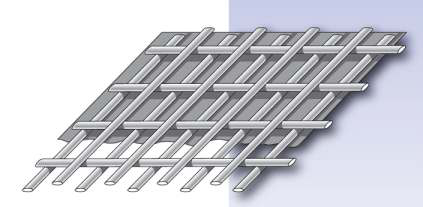
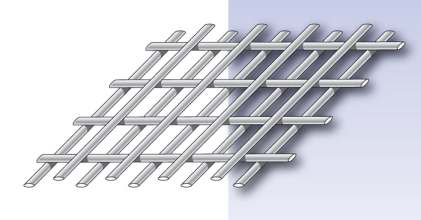
ສອງ warp
ກະທູ້ warp ເທິງແລະລຸ່ມຈະຖືກວາງໄວ້ຢູ່ສະເຫມີເພື່ອວ່າກະທູ້ weft ຈະຖືກສ້ອມແຊມລະຫວ່າງເສັ້ນ warp ເທິງແລະຕ່ໍາ. ຢູ່ທາງຕັດສາມກະທູ້ຈະພົບກັນສະເໝີ.
Scrim nonwoven laminates
ຮອຍຂີດຂ່ວນ (ແຜ່ນດຽວ ຫຼືສອງເທົ່າ) ຖືກວາງໃສ່ຜ້າບໍ່ແສ່ວ (ເຮັດຈາກແກ້ວ, ໂພລີເອສເຕີ ຫຼືເສັ້ນໃຍອື່ນໆ). ມັນເປັນໄປໄດ້ທີ່ຈະຜະລິດ laminates ກັບ nonwovens ນ້ໍາຫນັກຈາກ 0.44 ຫາ 5.92 oz./sq.yd.